14/09/2008
Mastering the Craft: A Deep Dive into Lead Filling for Automotive Restoration
In the world of classic car restoration, achieving that perfect, seamless finish can be a meticulous process. While modern plastic fillers, often referred to as 'bog', have become the go-to for many repairs, there's a time-honoured technique that offers unique advantages: lead filling, also known as lead wiping, lead loading, or lead slinging. This method, though more labour-intensive, provides a durable and aesthetically pleasing repair, particularly favoured for its ability to create near-invisible seams. Whether you're aiming for a show-stopping traditional hot rod finish or simply seeking a robust repair for your cherished vehicle, understanding lead filling is a valuable skill.

Why Choose Lead Filling? The Advantages Over Modern Fillers
Modern plastic fillers have largely replaced lead due to their ease of application and speed. However, lead filling still boasts several significant benefits:
- Durability: Lead is a soft, malleable metal that bonds exceptionally well to steel. It's less prone to cracking or shrinking over time, especially in areas subjected to vibration or stress, such as double-lapped joints.
- Seamless Finish: When expertly applied, lead can feather into the surrounding metal, creating an incredibly smooth and almost undetectable repair. This is particularly desirable for custom builds or restorations where originality and a flawless look are paramount.
- No Curing Time Issues: Unlike plastic fillers, lead doesn't have a strict curing time or the potential for solvent build-up, allowing for continuous work on the repair area.
- Paint Adhesion: Lead provides an excellent base for paint adhesion, often requiring less primer and sanding compared to some plastic fillers, especially when working with bare metal.
However, it's crucial to acknowledge that lead filling is a more involved process that requires specific tools, safety precautions, and a good deal of practice to master. It is not a substitute for proper metal repair; holes and significant rust damage should always be addressed by welding or brazing in new metal first.
The Essential Toolkit for Lead Filling
To embark on your lead-filling journey, you'll need a few specialised items:
Essential Lead Filling Tools:
| Tool | Description | Purpose |
|---|---|---|
| Lead Solder Sticks | Available in different tin/lead ratios. For automotive body repairs, a 70% lead (30:70 tin to lead) ratio is recommended. | The filler material itself. |
| Kemtex B Solder Paste (Flux) | A chemical cleaner and bonding agent. | Prepares and cleans the metal surface, aiding solder adhesion. |
| Propane Torch | Provides a controlled heat source. Oxy-acetylene can be used but requires a 'licking' or carbonising flame. | To heat the panel and melt the solder. |
| Lead Paddles | Can be purchased or custom-made from wood. | To spread and shape the molten lead. Must be coated with lubricant. |
| Lubricant (Wax, Tallow, or Sump Oil) | Applied to paddles. | Prevents the hot lead from sticking to the paddle. |
| Body File | A specialised file with coarse, blade-like teeth. | To shape and smooth the lead. |
| Brass Wire Wheels/Stripping Discs | For use with drills or grinders. | To aggressively clean and prepare the metal surface. |
| Assorted Sandpaper | From coarse to fine grits. | For final smoothing and preparation. |
| Safety Equipment | Respirator mask (with appropriate filters for lead dust/fumes), safety glasses, gloves. | Crucial for protecting your health. |
The Step-by-Step Process: From Preparation to Polish
Achieving a successful lead repair involves several key stages:
1. Panel Preparation: The Foundation of the Repair
This is arguably the most critical step. Any repair, whether with lead or plastic filler, will only be as good as the preparation. The goal is to remove all traces of rust, paint, and contaminants, ensuring a clean metal surface for the lead to adhere to.
- Address Holes and Seams: It is imperative that all holes and porous seams are welded up before lead filling. The acid in the flux can seep into these areas, leading to hidden corrosion and premature failure of the repair.
- Thorough Cleaning: Ideally, the entire panel should be media-blasted to get into pitted areas and remove all rust. If blasting isn't an option, aggressive cleaning with stripping discs and various brass wire wheels is necessary. Even the smallest speck of rust left behind can cause future problems.
- Surface Preparation: Once the bulk of the rust is removed, the area must be meticulously cleaned. Some professionals use the end of a drill bit to agitate pitted areas, ensuring all debris is dislodged. The surface must be spotlessly clean before proceeding.
2. Tinning the Surface: Creating a Bond
Tinning is the process of applying a thin, even layer of solder to the prepared metal surface. This layer chemically cleans the metal and provides an excellent bonding surface for the main lead repair.
- Apply Solder Paste: Using a brush, apply the Kemtex B solder paste (or similar flux) to the cleaned metal. Ensure you cover an area slightly larger than your intended repair.
- Heat the Surface: Gently heat the flux-covered area with your torch. The flux will change colour, typically turning brown, and the solder particles within the paste will melt.
- Wipe and Polish: While the solder is molten, use a clean, damp cloth to wipe the surface. This removes excess flux and leaves a bright, shiny, and smooth finish. This is the 'tinning' layer.
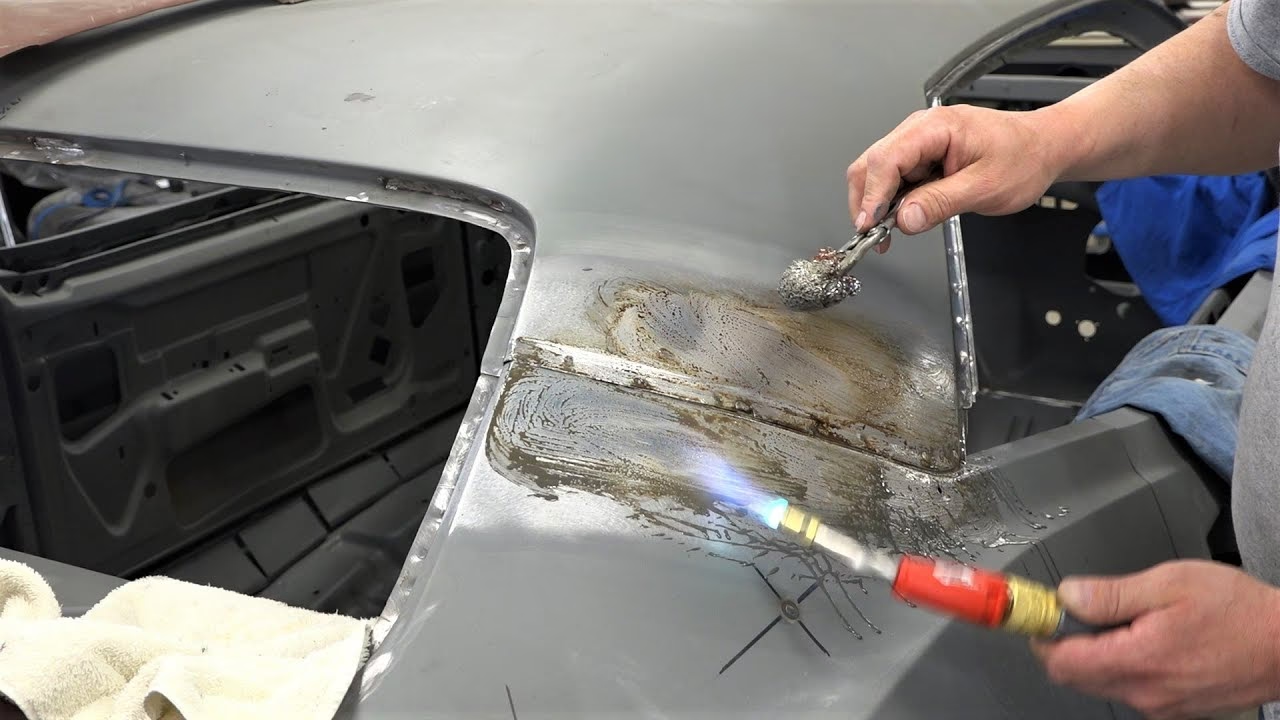
3. Applying the Lead (Lead Wiping)
This is where the real skill comes into play. The technique involves melting the lead solder and spreading it onto the tinned surface.
- Prepare Your Paddle: Coat your chosen lead paddle with your lubricant (wax, tallow, or oil). This is crucial to prevent the molten lead from sticking. Some prefer to warm the lubricant slightly.
- Heat and Apply Solder: Heat the lead solder stick with the torch, aiming the flame at the tip. Simultaneously, warm the tinned panel area. When the lead begins to droop and soften, twist off a small piece and apply it to the heated panel. Repeat this process, building up small lumps of solder over the repair area.
- Shape the Lead: Once you have sufficient solder applied, heat the lumps until they reach a consistency similar to smooth peanut butter. Use your lubricated paddle to spread the molten lead evenly across the surface, working it into the low spots and contours of the panel.
- Control the Heat: Too much heat and the lead will run off the panel. Too little, and it won't spread. This is where practice is key. It's often recommended to practice on a horizontal panel first.
- Build Up Layers: If you need to add more lead, simply re-warm the area and melt on more solder. The trick is to add new lead without melting out your previous work. High spots can often be tapped down gently.
4. Filing and Shaping: Achieving the Contour
Once the lead has cooled and solidified, it's time to shape it to match the panel's original contour.

- Use the Body File: Begin with a coarse body file. The specialised teeth of the file will shear the lead, allowing you to quickly reduce high spots and begin shaping the repair. Work progressively, using lighter pressure as you get closer to the desired shape.
- Avoid Grinding: It's generally advised to avoid grinding lead, as this can create hazardous lead dust. Filing is the preferred method.
- Feather the Edges: The aim is to blend the lead smoothly into the surrounding metal, creating a seamless transition. Use the file to feather the edges of the lead repair.
- Progressive Sanding: After initial shaping with the body file, move to progressively finer grits of sandpaper, using a sanding block for flat areas and contour blocks for curves. A low-speed DA sander can also be used for finishing, but always with a filtered respirator.
5. Final Finishing and Preparation for Paint
The final steps involve ensuring the surface is perfectly smooth and ready for priming and painting.
- Cleanliness is Key: After all filing and sanding, thoroughly wash the area with soapy water to remove any flux residue. Follow this with a solvent cleaner to remove any remaining lubricant from the paddles.
- Guide Coat: Apply a thin 'guide coat' of primer. This light dusting of paint will highlight any imperfections, low spots, or rough areas that still require attention.
- Fine Filling (Optional): In some cases, a very thin layer of modern stopper or fine-grain polyester filler might be used over the lead to achieve an ultra-smooth, porcelain-like finish, especially if the lead work isn't absolutely perfect. However, use this sparingly.
- Primer and Flatting: Once you're satisfied with the shape and smoothness, apply a couple of coats of primer. Then, flat the primed surface with fine-grit sandpaper (e.g., 1200-grit) to prepare it for the top coats of paint.
Safety First: Working with Lead
Lead is a toxic heavy metal, and working with it requires strict adherence to safety protocols. Inhaling lead dust or fumes can have serious health consequences.
- Wear a Respirator: Always wear a high-quality respirator mask with appropriate filters designed for lead dust and fumes when filing, sanding, or heating lead.
- Eye Protection: Safety glasses are essential to protect your eyes from flying debris and molten solder.
- Gloves: Wear protective gloves to avoid skin contact with lead and flux.
- Ventilation: Work in a well-ventilated area.
- Clean Up: Meticulously clean up all lead filings and dust. Sweep the area and then wipe it down. Thoroughly wash your hands and any exposed skin after working with lead. Do not eat, drink, or smoke in the work area.
The Verdict: Is Lead Filling Still Relevant?
Despite the rise of modern fillers, lead filling remains a relevant and valuable technique in the automotive restoration world. For those seeking the ultimate in durability and a truly seamless finish, especially on classic vehicles where authenticity or a specific aesthetic is desired, lead filling offers distinct advantages. While it demands more skill, patience, and a commitment to safety, the results can be incredibly rewarding, producing repairs that stand the test of time.
As Ziggy Sadler of Ziggy’s Hot Rods notes, lead loading is preferred in areas with potential vibration or movement because it's less likely to crack. While modern plastics have advanced significantly, the inherent properties of lead still make it a superior choice for certain applications, provided the budget and the expertise are available.
Frequently Asked Questions
Q1: Can I use lead to repair rust holes directly?
A1: No, absolutely not. Lead is a filler, not a rust repair solution. All rust holes and damaged metal must be properly repaired by welding or brazing in new metal before any filler, including lead, is applied.
Q2: Is it safe to reuse lead filings?
A2: While some practitioners do collect and re-melt filings, it's generally not recommended. Re-melting can introduce impurities, alter the tin/lead ratio, and increase the risk of exposure to lead fumes. It's safer to use fresh solder sticks.
Q3: How much practice does it take to get good at lead filling?
A3: It varies from person to person, but expect to spend a considerable amount of time practicing. Many experienced restorers have decades of experience, and even beginners might need dozens of hours to develop proficiency. Start with small, non-critical areas.
Q4: What is the correct ratio of tin to lead for car body repairs?
A4: For automotive body repairs, a solder with approximately 70% lead and 30% tin is generally recommended (often referred to as 30:70, with the first number being tin).
Q5: Can I paint directly over lead filler?
A5: Once the lead has been filed smooth and the area cleaned and primed, it can be painted like any other metal surface. Proper priming is essential for paint adhesion and protection.
If you want to read more articles similar to Lead Filling: The Art of Metal Repair, you can visit the Mechanics category.